真空减压浓缩罐适用于中药、西药、葡萄糖、淀粉、味精、乳品、口服液、化工、食品等液料的真空浓缩、酒精回收和简单的回流浓缩。真空减压浓缩尤其适用于热敏性物料类的低温真空浓缩器。真空减压浓缩具有时间短速度快的特点,可一机多用,进行常压、减压浓缩、收膏等操作。真空浓缩器主要包括夹套式浓缩罐,除沫器,列管式冷凝器,蛇管式冷却器、受液罐等五部分组成,浓缩罐为夹套换热式结构。
一、真空减压浓缩罐结构组成
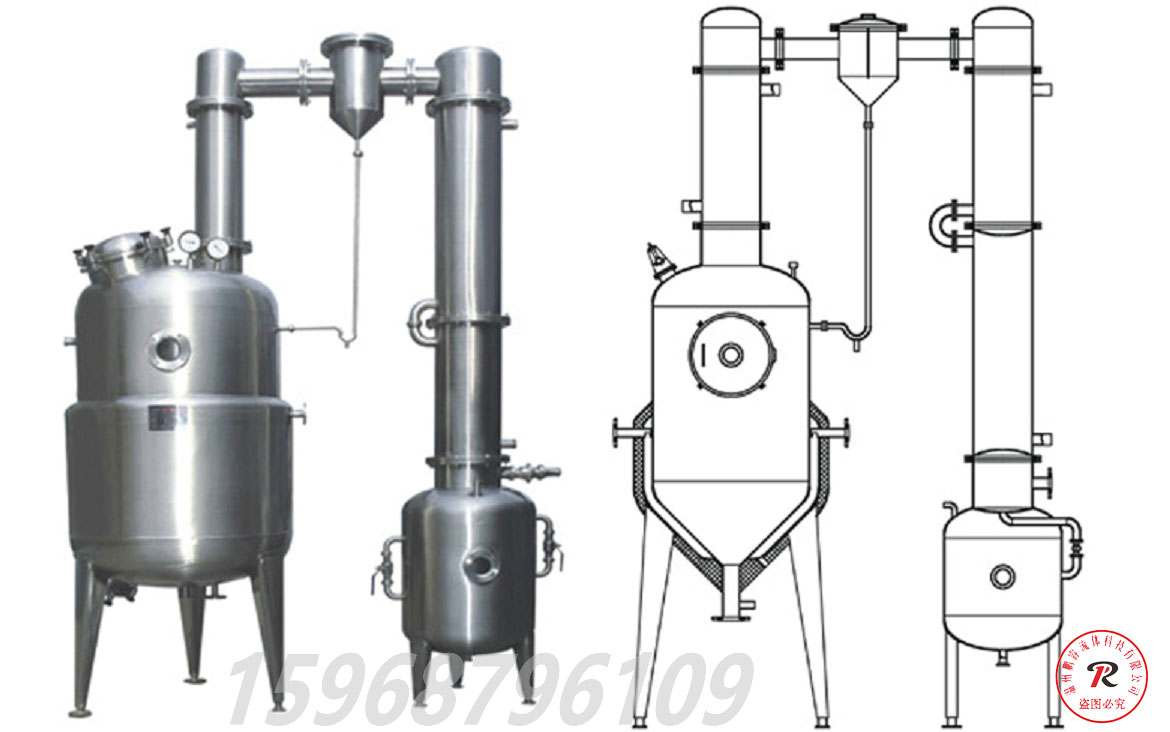
真空减压浓缩罐由浓缩罐、冷凝器、冷却器、气液分离器、受液罐及系统内联接管阀件、配套仪表等组成。真空减压浓缩全部采用不锈钢304/316L制造,具有良好的耐蚀性,外形美观,结构紧凑。浓缩罐为夹套结构,冷凝器为列管式,冷却器为蛇管式,配有自动喷淋清洗系统,真空减压浓缩设备外壳哑光,生产过程符合药品生产GMP质量标准。
二、真空减压浓缩器设计特点
1、为防止物料被污染,真空减压浓缩器内凡与物料接触部分均采用不锈钢制造。
2、为提高汽液分离和捕集雾沫的效果,在浓缩罐顶部增设气滤式过滤网层。
3、为克服浓缩罐顶二次蒸汽在未进入冷凝器前被冷凝而返回罐内的缺点。本设备将冷凝器改为斜卧式。
4、为提高设备的生产能力,本设备将浓缩罐夹套的加热面积,冷凝,冷却器的面积均有不同程度加大。
5、为防止浓缩罐出液管的死角,本产品中采用不锈钢罐底阀,直接安装在罐底。
6、在浓缩罐下部设置了快开式手孔,以便清理罐内残液、残渣。
三、真空减压浓缩罐工作原理
物料可采用自流或真空抽入浓缩罐内。真空减压浓缩利用夹套通蒸汽进行加热,加料高度以达到罐体视镜中心为宜,上升的蒸汽由冷凝控制回流量,根据不同物料控制罐内温度,夹带泡沫及部分高沸点液体从汽液分离器分离返回浓缩罐内,对于工业溶剂(如酒精)经第二冷却器在受液槽取得。
四、真空减压浓缩罐选型参数
|
参 数
|
ZN50
|
ZN100
|
ZN200
|
ZN300
|
ZN500
|
ZN700
|
ZN1000
|
ZN2000
|
|
蒸发压力(Mpa)
|
<0.25
|
<0.25
|
<0.25
|
<0.25
|
<0.25
|
<0.25
|
<0.25
|
<0.25
|
|
蒸发能力(㎏/h)
|
15
|
35
|
55
|
76
|
100
|
125
|
165
|
320
|
|
加热面积(㎡)
|
0.2
|
0.55
|
0.75
|
1.1
|
1.45
|
1.8
|
2.2
|
5.2
|
|
冷凝面积(㎡)
|
1.1
|
1.5
|
2.6
|
3.0
|
6
|
8
|
12
|
20
|
|
冷却面积(㎡)
|
0.25
|
0.3
|
0.4
|
0.6
|
0.7
|
0.86
|
1
|
2.5
|
|
受液槽容积(m3)
|
20
|
40
|
60
|
80
|
120
|
200
|
250
|
500
|
|
耗能(㎏/h)
|
25
|
45
|
68
|
95
|
118
|
155
|
190
|
410
|
|
真空度(Mpa)
|
0.08
|
|
容器类别
|
无
|
|
设备净重(㎏)
|
410
|
470
|
605
|
715
|
862
|
1015
|
1250
|
2600
|
|
外形尺寸(㎜)
|
1200*
600×
2200
|
1350×
750×
2200
|
1700×
800×
2700
|
1900×
1100×
2350
|
2100×
1200×
2500
|
2200×
1300×
2500
|
2400×
1500×
2600
|
2730×
1500×
4700
|
五、根据用户不同需求,可采用执行的设计、制作、检验标准如下
1. SFDA 《药品生产质量管理规范》2010年版
2.《医药工业洁净厂房设计规范》(GB50457-2008)
3. GAMP药品生产自动化管理规范
4. NB/T47003.1-2009《钢制焊接常压容器》
|